多轴钻攻工艺方案由编辑整理,该案例来源于非标设备案例;2016/12/9 10:18:20完成编辑。此案例标签;更多请点击查看;
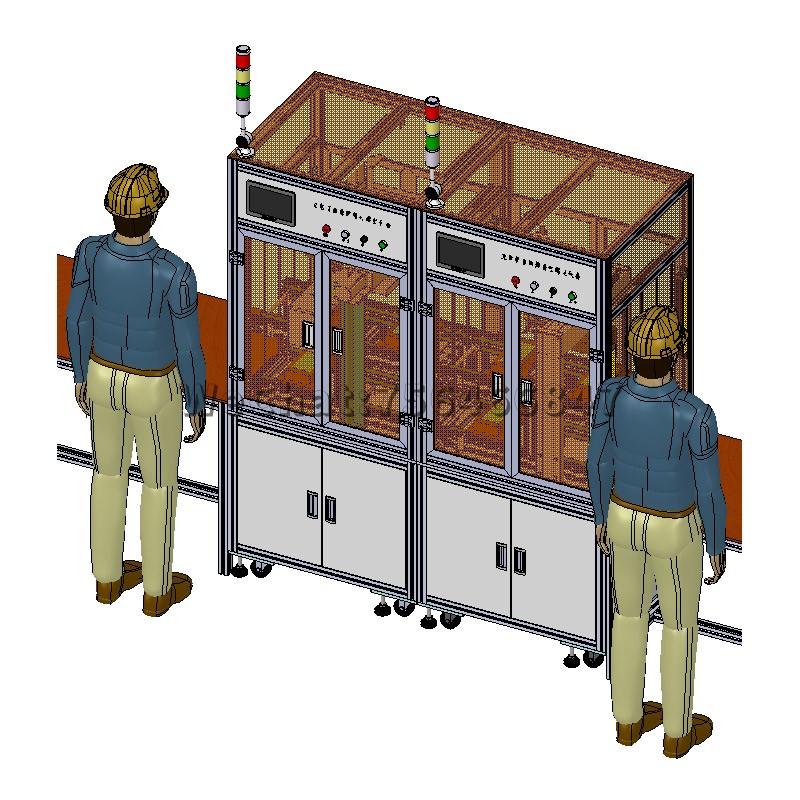
多轴自动化生产线改造总体布局:用10台三向多钻攻机(线上:2台三向多轴钻孔机,4台三向多轴攻牙机,线外:2台三向多轴钻孔机,2台三向多轴攻牙机。所有的三向多轴钻攻机采用切削液进行冷却)、1台翻转旋转工作台、4台检测设备(线上2台,线下2台)、1台清洗工作站,10套移位机械手组成。原始毛坯的上料和最终成品的下料由六轴机械人完成,半成品的输送则由循环输送线来完成。所有设备与循环输送线之间可以根据产品加工要求进行自由调整。
多轴自动化生产线改造总体布局图

自动线加工的流程
机械人从产品物料车上抓取产品放入流水线夹具内→机械手从流水线取料放到组合机定位夹具→钻孔加工→攻牙加工→检测加工情况→产品翻转旋转→钻孔加工→攻牙加工→检测加工情况→产品清洗→机械人从流水线把加工好产品取料放产品物料车上。
注:钻孔加工、攻牙加工、产品翻转旋转、产品清洗、检测都是采用简易机械手从流水线上进行上下料。

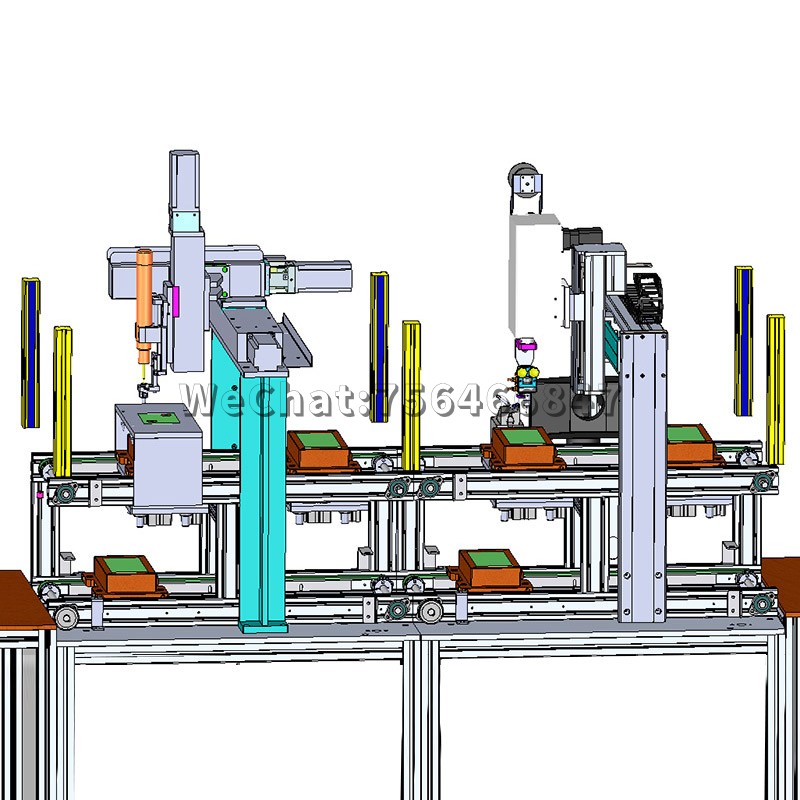
自动线加工的流程3D参考效果图
动作流程
1、机械手将产品放入流水线
2、流水线将产品送至机械手位置
3、机械手取料放入定位夹具内
4、入料直线模组将产品送至钻孔攻牙设备内
5、钻孔攻牙完成后产品退至原始位置
6、机械手将品取出送至流水线夹具内,然后再将未加工的产品送至定位夹具内
7、流水线将产品继续往下送进行下一工位

自动线加工动作流程图

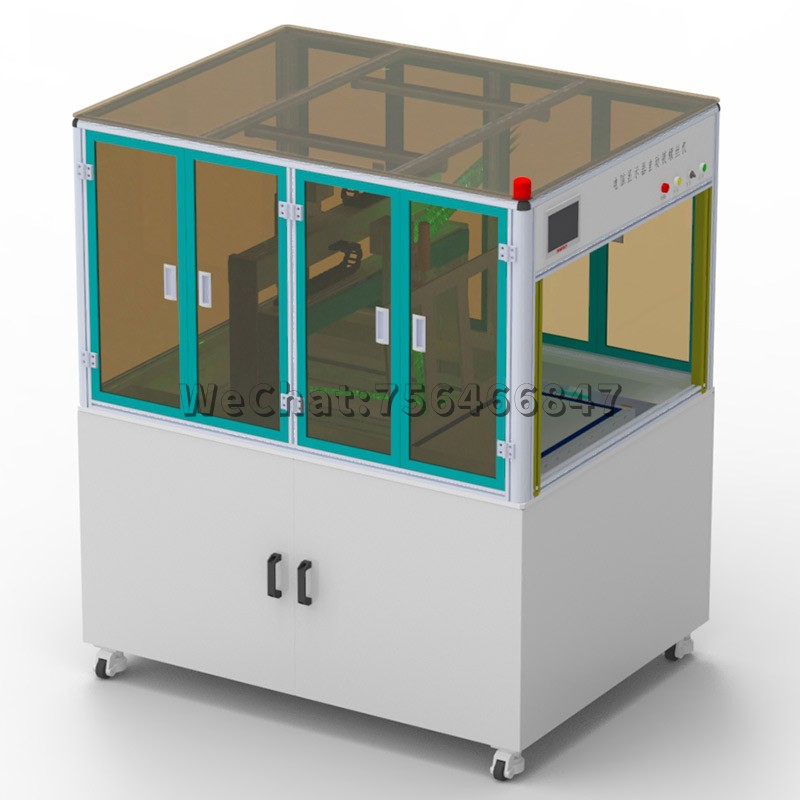
自动线加工单机示意图
三向多轴钻孔机要求
1、中间立式采用油压钻孔机+U350*450*RE11*15轴*预留20轴位多轴钻孔器加所需配件。
2、两侧卧式采用油压钻孔机+U120*400*ER11*5轴*预留15轴位多轴钻孔器加所需配件。
三向多轴攻牙机要求
1、中间立式采用齿轮式自动攻牙机+U350*450*CT6*15轴*预留20轴位多轴攻牙器加所需配件。
2、两侧卧式采用齿轮式自动攻牙机+U120*400*CT5*5轴*预留15轴位多轴钻孔器加所需配件。

检测设备功能
该检测装置利用机械式探针检测形式,这是直接检测装置,若孔的深度在预设的范围内,则默认加工工件合格;若孔的深度不达到预设的范围则视为不合格,机台报警。(该检测方式只能检测到加工孔是否钻孔到位,和孔内是否有断钻头或丝攻,不能检测到孔过深或者螺纹不规整)如图:

三向多轴钻孔机机器手与机器人手抓设计
机器手与机器人手抓的采用柔性设计,手抓上气缸的安装面设计有行程调整装置,行程可任意调整,可兼容多种工件的抓取,参考上图。
使用70KG FANUC六轴机械人与自动物料车相配合进行自动上下料。

动作流程
1、产品从上往下放置
2、第一层放置完成后,链条带动产向下运转,将末装夹具板向上运转
3、再将产放置第一层。
4、每台物料车单独控制系统,可以自动和手动间转换。

物料车运转示意图
定位夹具采用柔性设计,带手工调整装置,可根据加工产品要求任意调整装夹,可兼容不同产品装夹。

定位夹具图片
动作流程
1、根据不同的产品结构在流水线中抓取产放置翻转台。
2、产品经过翻转台进行翻转180度或者旋转180度后再进入流水线送往下一工位,翻转台夹具为通用柔性夹具。

翻转台动作流程图
案例关键词:钻攻工艺方案,多轴钻攻工艺方案。
案例描述: 多轴自动化生产线改造总体布局:用10台三向多钻攻机(线上:2台三向多轴钻孔机,4台三向多轴攻牙机,线外:2台三向多轴钻孔机,2台三向多轴攻牙机。所有的三向多轴钻攻机采用切削液进行冷却)、1台翻转旋。
公 司:深圳杰通自动化有限公司
联系人:周先生
电话:13410974163
手机:15338087819
E-mail:mail@jietongtech.com
地 址:深圳市宝安区潭头三村二路68号